![]()

 100V/200V兼用フルデジタルAC/DCパルスTIG溶接機
100V/200V兼用フルデジタルAC/DCパルスTIG溶接機
新機能&液晶パネル搭載!!
新時代のTIG溶接機が新登場!!
待望の交直両用TIG溶接機がついに誕生!!
シンプルな設定操作で簡単にTIG溶接が可能なEZ TIGモード、溶接条件の詳細な設定が可能なPRO
TIGモードの2つのTIGモードが搭載し、様々な機能が搭載!!

Feature

液晶ディスプレイ搭載で
条件設定が簡単
LCD adoption
シンプルな設定操作で簡単にTIG溶接が可能なEZ TIGモード、溶接条件の詳細な設定が可能なPRO
TIGモードの2つのTIGモードが搭載。
また、最新グラフィックコントロールパネルで的確かつ手軽な操作で設定が可能。

軽量モデル~持ち運びに便利な12.7kg~
Small and lightweight本体質量約12.7kgと軽量で、持ち運びがラクラク。
作業場所を選ばず、様々な場所で溶接が可能です。

PFC機能~力率改善~
PFC FunctionPFC(力率改善)機能により、入力電力が小さく、電圧降下に対して有効に機能します。
本体が温度上昇していない時は、ファンが停止し電力を節約します。

手棒機能
MMA FUNCTIONアーク溶接棒を使用する手棒溶接(MMA)ができます。
電撃防止機能付き。ホットスタート・アークフォースが0~10で調節可能。

ウェルディングワゴン~SW-200~
ウェルディングワゴン(SW-200)は7立米ボンベの搭載が可能です。
様々なシーンで作業者をサポートします。

EZ TIGモード

板厚に連動した自動設定
溶接しようとしている母材の板厚を設定するだけで、その板厚に合う溶接パラメータが自動で設定され、簡単に溶接ができます。

PRO TIGモード
熟練された作業者が様々な溶接条件を調整して、溶接できるモード

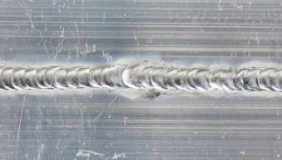
交流と直流をかけ合わせたMIX溶接モード
アルミ溶接のモードでAC TIG(交流)とDC TIG(直流)をかけ合わせた溶接ができる。AC TIGだけより、溶け込みが深くなり、電極棒の消耗等が少ない等メリットがあります。

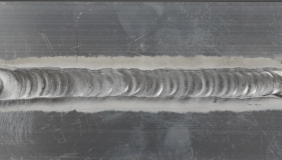
0.1Hzから500Hzまで選択できるパルスモード
周期的に溶接電流に強弱をつけ溶接します。パルスがない溶接と比較し、薄板の溶け落ち、熱のひずみを小さく出来ます。
パルスなし

パルス低周波(1.2Hz)

パルス高周波(500Hz)

溶接シーンや板厚に適した調整ができる波形
AC TIG溶接のAC波形は3種類から選べます。ソフト(三角波)、スタンダード(正弦波)、ハード(短形波)の3種類があり、ビード幅溶け込みにより選択します。
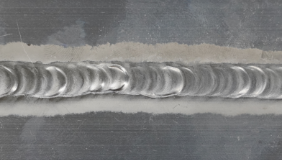
ソフト

スタンダード
ハード

スタルゴンACDC200
スペック

100V/200V兼用フルデジタルAC/DCパルスTIG溶接機
STG-200ACDCスタルゴンACDC200
- 型式
- STG-200ACDC
- JANコード
- 4991945032873
- 本体寸法
- 幅215 × 奥行475 × 高さ340mm
- 質量
- 12.7kg
- 定格入力電圧
- 単相 100V/200V兼用
- 定格周波数
- 50Hz/60Hz
- 定格入力電流(TIG)
- 100V:22.6A
200V:22.6A
- 定格入力電流(MMA)
- 100V:21A
200V:27.1A
- 定格入力容量(TIG)
- 100V:2.26kVA
200V:4.52kVA
- 定格入力容量(MMA)
- 100V:2.1kVA
200V:5.42kVA
- 定格出力電流(TIG)
- 100V:110A
200V:200A
- 定格出力電流(MMA)
- 100V:70A
200V:170A
- 定格使用率
- 100V:50%
200V:25%
- 適用タングステン電極
- Φ1.6
Φ2.0
Φ2.4
Φ3.2
- 適用TIG溶接棒
- セリウム入りタングステン電極棒 (AC TIG/DC TIG両用)
純タングステン電極棒 (AC TIG 向け)
トリウム入りタングステン電極棒 (DC TIG 向け)
- 適用材質
-
鉄
ステンレス
アルミニウム
- 溶接可能板厚
-
鉄:TIG:0.6~8/MMA:1.2~8mm
ステンレス:TIG:0.6~8/MMA:1.2~6mm
アルミニウム:0.6~8.0mm
- 溶接方法/モード
- EZ TIGモード<AC TIG (NO PULSEのみ)・DC TIG (NO PULSEのみ)>
PRO TIGモード<AC TIG(MIX/SPOT/PULSE/NO PULSE)・DC TIG(SPOT/PULSE/NO PULSE)>
MMAモード
- プリフロー/アフターフロー
- 0~20s
- アップスロープ/ダウンスロープ
- 0.1~15s
- 各コード長
-
アースクリップコード:5m
TIG用トーチコード:8m
ホルダコード:2m
電源コード7m
ホルダコード(2m)
アースクリップコード(約5m)
アルゴン流量計
ワンタッチガスバルブ
ガスホース(3m)
ホースバンド 2個
TIGトーチ消耗品セット 各一個入り
トーチキャップロング/トーチキャップショート/ノズル#5・#6・#7/コレット1.6・2.4/コレットボディ1.6・2.4/セリウム入りタングステン電極棒 Φ1.6・Φ2.4
YouTube - 製品紹介 -
消耗品
アルミ用溶加棒
| 型式 | 棒径 | 内容量 |
|---|---|---|
| RGG-26 | φ1.2 | 0.2kg |
| RGG-27 | φ1.6 | |
| RGG-28 | φ2.0 | |
| RGG-29 | φ2.4 | |
| RGG-61 | φ3.2 | |
| RGG-22 | φ1.2 | 0.4kg |
| RGG-23 | φ1.6 | |
| RGG-24 | φ2.0 | |
| RGG-30 | φ2.4 | |
| RGG-63 | φ3.2 |
ステンレス用溶加棒
| 型式 | 棒径 | 内容量 |
|---|---|---|
| RGG-15 | φ1.0 | 0.5kg |
| RGG-16 | φ1.2 | |
| RGG-17 | φ1.6 | |
| RGG-18 | φ2.0 | |
| RGG-75 | φ2.4 | |
| RGG-76 | φ3.2 | |
| RGG-11 | φ1.0 | 1.0kg |
| RGG-12 | φ1.2 | |
| RGG-13 | φ1.6 | |
| RGG-14 | φ2.0 | |
| RGG-77 | φ2.4 | |
| RGG-78 | φ3.2 |
軟鋼用溶加棒
| 型式 | 棒径 | 内容量 |
|---|---|---|
| RGG-81 | φ1.0 | 0.5kg |
| RGG-82 | φ1.2 | |
| RGG-83 | φ1.6 | |
| RGG-84 | φ2.0 | |
| RGG-85 | φ2.4 | |
| RGG-86 | φ3.2 |
2%セリウム入
タングステン電極棒
| 型式 | 棒径 | 長さ | 内容本数 |
|---|---|---|---|
| RTT-16 | φ1.6 | 150mm | 10本 |
| RTT-20 | φ2.0 | ||
| RTT-24 | φ2.4 | ||
| RTT-32 | φ3.2 |
TIGトーチ用
コレット
| 型式 | 棒径 |
|---|---|
| SIM-TC16 | φ1.6 |
| STT-TC20 | φ2.0 |
| SIM-TC24 | φ2.4 |
| STT-TC32 | φ3,2 |
TIGトーチ用
コレットボディ
| 型式 | 棒径 |
|---|---|
| SIM-TCB16 | φ1.6 |
| STT-TCB20 | φ2.0 |
| SIM-TCB24 | φ2.4 |
| STT-TCB32 | φ3,2 |
TIGトーチ用
ノズル
| 型式 | ノズル径 |
|---|---|
| SIM-TN5 | #5 |
| SIM-TN6 | #6 |
| SIM-TN7 | #7 |
オプション

TIGトーチ150A
JANコード:4991945034952

TIG用フレキシブルトーチ200A
JANコード:4991945034969

フットコントローラー
JANコード:4991945034860

ウェルディングワゴン
JANコード:4991945033290

TIG用クリアノズルセットφ1.6
JANコード:4991945033450
TIG用クリアノズルセットφ2.4
JANコード:4991945033467

TIGトーチガスレンズ用インシュレータ
JANコード:4991945035010
TIGトーチガスレンズ用コレットボディφ1.6
JANコード:4991945035027

TIGトーチガスレンズ用コレットボディφ2.0
JANコード:4991945035034

TIGトーチガスレンズ用コレットボディφ2.4
JANコード:4991945035041

TIGトーチガスレンズ用コレットボディφ3.2
JANコード:4991945035058

TIGトーチガスレンズ用ノズル#5
JANコード:4991945035065

TIGトーチガスレンズ用ノズル#6
JANコード:4991945035072

TIGトーチガスレンズ用ノズル#7
JANコード:4991945035089
溶接パラメーターについて
| 名称 | 説明 | 100V | 200V |
|---|---|---|---|
| プリフロー | 溶接開始前に、一定時間シールドガスを先に放出することにより、スタート部の空気巻き込みによる酸化を防ぎ、溶接品質を確保 | 0~20S | 0~20S |
| 初期電流 | 溶接開始時に溶接欠陥を防止するための電流 | 10~110A | 10~200A |
| アップスロープ | 初期電流力溶接電流値に移行する時間(秒) | 0.1~15S | 0.1~15S |
| 溶接電流 | 溶接する電流。パルス溶接時は、高いほうの電流 | 10~110A | 10~200A |
| ダウンスロープ | 溶接電流値からクレータ電流値または溶接電流が終了するまでに移行する時間(秒) | 0.1~15S | 0.1~15S |
| クレータ電流 | 溶接終了時のビード終端部に出来るクレータという凹みを極力小さくするための電流 | 10~110A | 10~200A |
| アフターフロー | 溶接終了時に、一定時間シールドガスを放出することにより、ビード終端部と電極の酸化を防止し、溶接欠陥を防止 | 0~20S | 0~20S |
| ベース電流 | パルス溶接時の低いほうの電流 | 10~110A | 10~200A |
| パルス幅 | パルス溶接時の溶接電流とベース電流で100%としたときの溶接電流の割合 | 10~90% | 10~90% |
| パルス周波数 | パルス溶接時の1秒間あたりの溶接電流とベース電流の周波数 | 0.1~500Hz | 0.1~500Hz |
| AC周波数 | AC出力の周波数 | 50~160Hz | 50~160Hz |
| ACバランス | パーセントを大きくするほど、アルミのクリーニングが大きくなり、溶け込みは浅くなります。 | 10~50% | 10~50% |
| MIX溶接モード | |||
| MIX周波数 | MIX溶接時の1秒間あたりのAC出力間とDC出力間での周波数 | 0.1~20Hz | 0.1~20Hz |
| AC電流 | MIX溶接時のAC出力の溶接電流値 | 10~110A | 10~200A |
| AC周波数 | MIX溶接時のAC出力部分の周波数 | 50~160Hz | 50~160Hz |
| ACバランス | パーセントを大きくするほど、アルミのクリーニングが大きくなり、溶け込みは浅くなります。 | 10~50% | 10~50% |
| ACデューティ比 | MIX溶接時のAC出力とDC出力を100%としたときのAC出力範囲の割合(パーセントを大きくするほど、アルミのクリーニングが大きくなり、溶け込みは浅くなります。) | 10~90% | 10~90% |
| DC電流 | MIX溶接時のDC出力の溶接電流値 | 10~110A | 10~200A |
| スポットタイム | スポット溶接の時間 | 0.1~9.9s | 0.1~9.9s |